
Почему никогда не будет найден точный и правильный метод заточки.
Сейчас, после теста (тест кстати был интересным, осталось найти время, что бы выложить) ножа Phil Wilson Smoke Сreek CPM 10V 64HRC хочется свести ряд мыслей в кучку и отразить их на бумаге. Мысли эти пришли не просто так, перебирая различные методы и способы заточки, даже имея ограниченный набор инструмента так или иначе приходишь к выводу, что методика заточки «сделать нож острым» проста и понятна, описана в той или иной форме во всех видах и формах подачи информации, начиная от инструкций к точилкам, заканчивая гифками в сети. Однако «сделать нож острым» и «точный и правильный метод заточки» совсем не одно и тоже.
Точный и правильный метод заточки это последовательность действий, при котором работа ножом максимально эффективна, требует минимальных силовых усилий при максимальном интервале между тех. обслуживанием.
Думаю не ошибусь, утверждая, что никогда и никем не будет найден наиболее точный и правильный метод заточки. Под методом я понимаю формализованную совокупность факторов, а именно
- алгоритм выбора и применения вида абразивов в зависимости от марки/типа стали
- алгоритм выбора типа заточного станка в зависимости от строения/формы клинка и назначения заточки
- последовательность применения абразивов
- методика работы на конкретном станке с конкретным набором абразивов: направление движения абразивов, давление при работе, выбор СОЖ и т.п.
В идеале это должно быть оформлено в виде методического пособия или учебника. Причем учебник должен быть именно учебником, несущим под собой алгоритм, как базу, а не пошаговое руководство в картинках. Т.е. помимо непосредственно практических указаний, подобный материал должен содержать фундаментальные базовые понятия о металлах, абразивах и т.п.
Здесь необходимо сделать сноску. Данное утверждение имеет смысл при текущем положении ножевой индустрии, если же материал клинков изменится кардинально — утверждение может потерять всякий смысл.
Почему?
Сразу хочу отвергнуть предположение людей от ножей далеких (от работы ножами).
Предположение это простое — «этого не будет, потому что не имеет смысла с практико/финансовой точки зрения»
Это не так.
Есть несколько групп общества вплотную работающих с ножами и нуждающимися в качественной заточке. Точно так же, как машина нуждается в топливе, что бы ехать, ножу нужна острота, что бы работать. Плотно останавливаться на этом нет смысла, достаточно лишь посмотреть вокруг себя и увидеть массу кафе, ресторанов, мастерских по ремонту обуви и одежды и других предприятий, чья профессиональная деятельность связана с режущим инструментом. Не говоря уже о хоббийном и не только рыболовстве, охоте и пр. Все эти люди нуждаются в качественно заточенном режущем инструменте. Безусловно никто из них не пользуется «тупым» инструментом, но качественно заточенный и острый — не одно и тоже, в конце концов и телега на конной тяге и автомобиль доставят груз из Петербурга в Москву, однако сейчас мало кто предпочтет лошадь, а так было не всегда.
А теперь уже о причинах.
Основными мне видятся две причины, на деле их наверняка больше.
1) Заточка это ремесло, а заточник это ремесленник.
2) Объем необходимого финансирования слишком велик для одного/нескольких человек.
Любое примитивное ремесло на 98% процентов состоит из людей, чьим занятием на 98% является изнуряющая монотонная работа. А как известно — нет ничего хуже для расслабления ума, чем монотонность происходящего. Не стоит забывать так же и то, что ремесленник это человек, обменивающий навык на деньги. И при этом этот навык имеет четкую временную компоненту. Если процесс делается 1 час, то он делается 1 час. И перед любым заточником встает вопрос, либо работать и зарабатывать. Либо заняться «псевдонаукой» без гарантий. Выбор большинства думаю очевиден.
Далее включается механизм «проверки».
А именно — как проверить, что мастер А точит лучше мастера Б.
Обращением клиентов этого не проверить. Ведь бОльший поток людей к мастеру Б может означать все что угодно, начиная собственно от качества заточки и вежливости мастера, до низких цен и бесплатного кофе в мастерской. Да, мастер А может давать лучшее качество заточки, но при этом располагаться неудобно географически, работать долго и брать дорого. При этом мастер Б может давать втрое худшее качество, но при этом оно будет достаточным в массовом понимании «режет, бреет и т.п.», помимо достаточного качества мастер Б удобно расположен, стоит дешевле и работает быстрее. На открытом рынке мастер А не выживет. Безусловно при должных инвестициях в процесс и наработке клиентской базы, мастер А имеет шансы на нормальный исход своего проекта, вопрос только — зачем? ведь путь мастера Б эффективней в плане эффективности капиталовложений.
По сути единственный способ получения реальных данных о качестве различных мастеров это независимая от одного, но зависящая от всех некоммерческая федерация (прим. ред. — Друзья, думаю вы уже понимаете насколько за гранью реальности находится все это). Подобная организация должна производить «контрольные закупки», проводить чемпионаты и т.п. с расстановкой некой системы рейтингов, которые уже покажут относительно реальное положение о качестве.
Единственный критерий качества и профессионального роста в рамках конечного продукта это тесты.
Причем тесты не на остроту, потому как они чрезвычайно зависимы от качества стали/ТМО/угла и пр., а именно тесты на удержание той самой остроты. И чем шире спектр этих тестов, тем лучше.
Тесты, федерация, критерии, контрольные закупки и т.п. оно, банкет этот он за чей счет простите будет то? Да, в конечном счете выиграет потребитель, банально получив возможность адекватно заточить, как отформованную в нож алюминиевую ложку из Ашана, так и высококачественный нож от профессионального ножедела. Но потребитель возможно и готов платить за результат, а вот за процесс создания — увольте.
Вернувшись к формуле «навык=время=деньги» мы сделаем простой вывод, если и есть мастера, готовые идти на «эксперименты в ущерб сиюминутной прибыли», то их крайне мало. А немного углубив формулу «навык=время=деньги», мы получим — минимум времени при достаточном качестве = наибольшая эффективность.
Собственно об эффективности или о деньгах.
На данный момент я затачивал следующие стали, навскидку.
CPM 154, CPM 3V, CPM 10V, CPM S30V, CPM S35VN, CPM S90V, CPM S110V, A2, D2, M2HC, M4, Elmax, 440A, 440C, VG10, 420HC, 3G, 154CM, M390, K390, K110, K340, ДИ90, Х12МФ и т.д. включая всякие кухонные нержи с долгими названиями, включая массу разновидностей булатных клинков, включая нержавеющие и углеродистые дамаски разных производителей, включая азотистые стали типа Cronidur 30, Vanax etc. Не стоит забывать о новом избранном 121-ом и т.п. Сталей было много и будет еще больше.
Примем за аксиому 30 видов ножевых сталей, их конечно больше, а с учетом режущих инструментов в целом, то намного больше.
Теперь прикинем, у каждой стали есть некие рамки твердости и пусть таких горизонтов будет 3 (не говоря уже о разнице в самих процессах). К примеру Vanadis 4 по заявлению компании производителя имеет горизонты в 63-65HRC for optimum wear resistance и соответственно 54-56 for optimum ductility. А есть ведь и «золотая середина».
Получаем уже 90
Далее мы должны понимать, что есть угол при котором будет максимальный рез без серьезных потерь в эстетике/прочности и пр., а так же будет угол при котором та самая прочность будет на максимуме. И эти углы хоть и могут быть относительно сопоставимы, но все равно будут отличаться от стали к стали. И опять же у нас три группы.
Получаем уже 270
Добавьте сюда еще разбивку на группы абразивов, их минимум 3 (алмазы/эльборы, оксид алюминий, карбид кремния) и еще ведь есть натуральные абразивы и пр. Помимо этого есть еще разные типы связок и т.п. Добавьте сюда еще разбивку на непосредственно технику заточки, коих масса. Добавляйте сюда разные типы заточных машин, специфика работы которых наложит свои нюансы и т.п.
Даже сведя «все железо», «все абразивы» и «всю обвязку» к неким группам (хотя это будет любопытно наблюдать, например D2, CPM-D2, PSF-27 и CTS-XHP будут по логике в одной группе, а железки это разные немного) мы получим огромное количество «тестовых образцов» с итоговой средней температурой по больнице. А если делать выборку реальной, то есть не сводить в группы железо, а брать, как есть, не сводить в группы абразивы, а выбирать наиболее рыночные и т.п. — количество тестовых подопытных будет запредельным.
Все эти ножи нужно купить, многие из них заказывать, потому как в свободном доступе есть далеко не все. Все эти ножи естественно нужны не в единичном экземпляре (минимально речь идет хотя бы о 5 единицах и отсечке крайних при усреднении) и после проверять на различных измерительных инструментах, так как нам все таки нужна истина. Все необходимые заточные приспособления тоже нужно купить, как и абразивы.
Далее неплохо бы получить доступ (хотя бы аренду) к любопытной железяке, что бы делать такие фото.
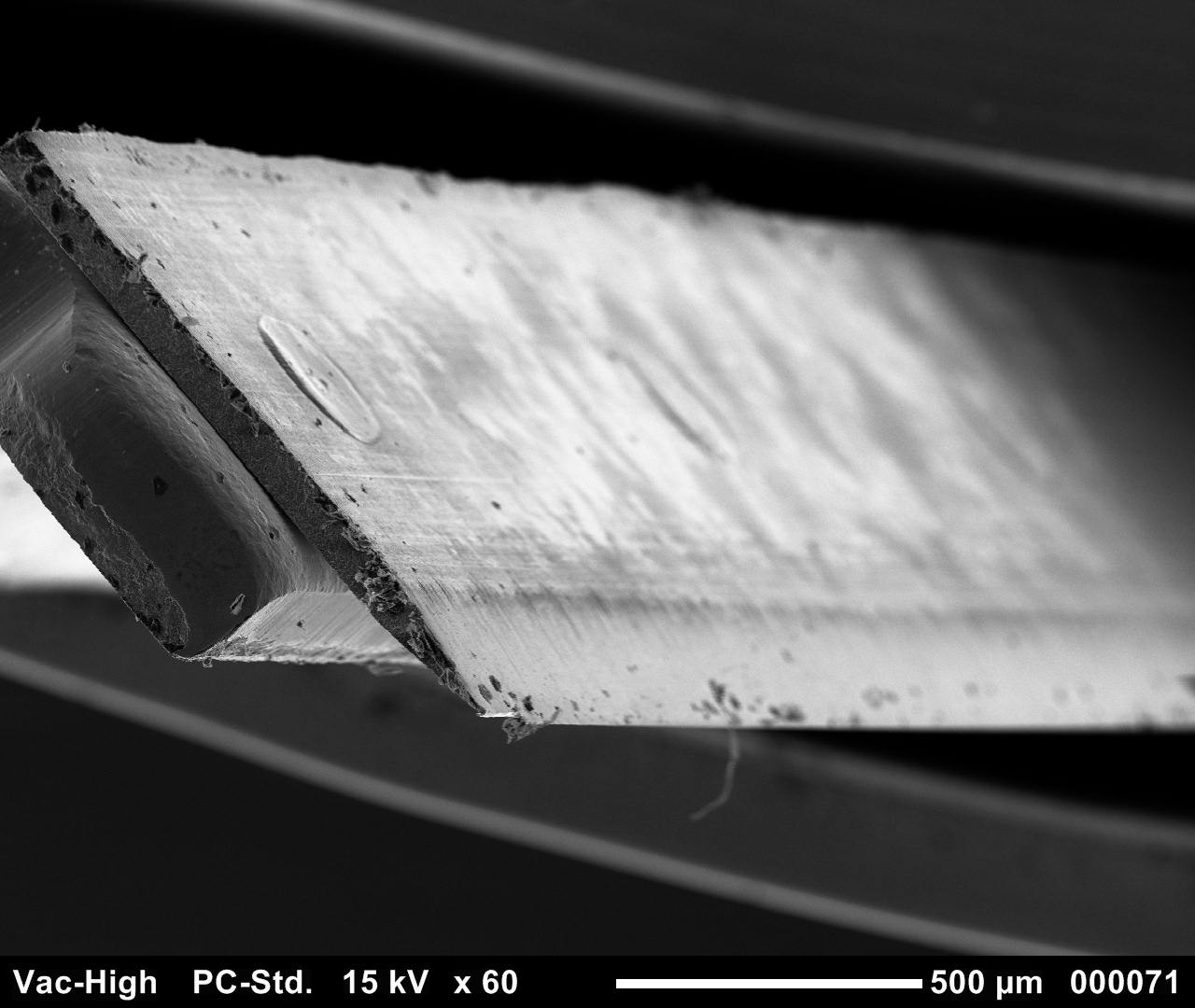
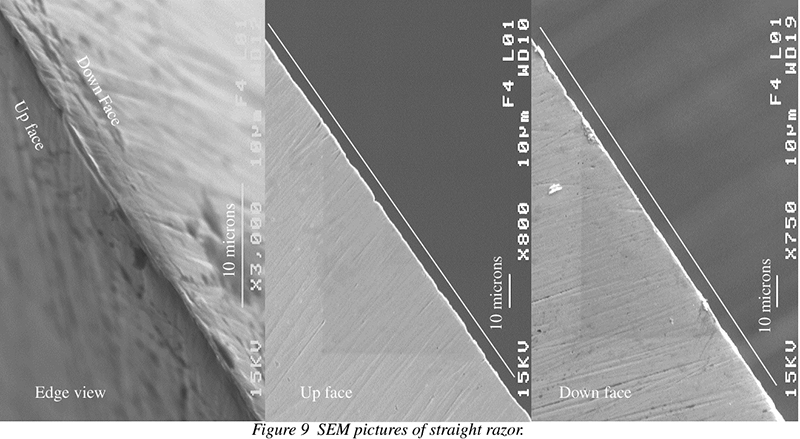

С трудом представляю сколько может стоить такой аппарат и сколько стоит его обслуживание. И что забавно, одного его тоже не хватит, нужны и оптические методы контроля и фиксации, качественные разумеется. Добавьте сюда необходимые временные ресурсы, необходимый человеческий ресурс для проведения тестов и пр.
Саму методику тестов еще нужно разработать, не руками же веревку резать — нам результаты нужны, нормированные, пригодные для построения теорий и методик, а не контент на канал видеоблогера )
И пр. пр. пр.
Складываем фактор 1 с фактором 2 и получаем ответ на вопрос этого топика.
P.S. Безусловно, почти каждый из тезисов выше спорен и наверное местами исключительно с одного угла зрения описан, но надеюсь понятно почему вызывает улыбку, когда люди начинают прения вида «самая качественная заточка она руками на водниках», при это аргументируя фразами типа «я 30 лет так точу».